
Технология сварки листового металла является одной из важнейших в современной промышленности. Сварка тонких листов металла требует особых навыков и техники, чтобы соединить материалы встык без повреждений. Этот процесс позволяет создавать прочные и надежные соединения между листами металла различной толщины.
Для сварки тонколистовой стали, оцинкованных и нержавеющих металлов используют различные методы сварки, такие как дуговая сварка, сварка электродами, инвертором и другие. Выбор способа сварки зависит от толщины металла, типа материала, требуемого результата и наличия необходимых инструментов.
Особенности сварки тонколистового металла заключаются в том, что нужно избегать деформаций, а также важно правильно настроить режимы сварки и выбрать подходящий электрод. Инверторный пост включает в себя избежание скачков температуры в процессе сварки и максимально чистые стыки при сварке листов.
Выбор сварочного оборудования и материалов для сварки листового металла
Для максимально качественной сварки листового металла необходимо правильно подобрать сварочное оборудование и материалы. Технология сварки тонколистовой стали имеет свои особенности, которые необходимо учитывать.
Выбор сварочной машины
Для сварки тонких металлов, в том числе тонколистовой стали, рекомендуется использовать инверторную сварочную машину. Инверторная технология позволяет использовать различные режимы сварки, а также обеспечивает стабильный дуговой процесс. При выборе сварочной машины следует обратить внимание на максимальную толщину металла, которую она способна сваривать. Для тонколистовой стали лучше всего выбирать инверторные аппараты с низкими токовыми характеристиками.
Выбор сварочных материалов
Для сварки тонколистового металла рекомендуется использовать тонкий электрод, который хорошо подходит для работы с тонкими металлами. Электроды с низким содержанием углерода и специальным покрытием обеспечивают качественное соединение без повреждения тонкого металла. Также важно правильно настраивать сварочный аппарат с учетом толщины и типа металла, который необходимо сварить.
При сварке оцинкованных металлов следует учитывать особенности материала, чтобы избежать возможности загрязнения окружающей среды и сохранить качество сварного шва. Будьте внимательны к выбору материалов и инструментов для сварки тонколистовой стали.
Основные этапы проведения сварки листового металла
Основные этапы проведения сварки листового металла включают в себя следующие шаги:
| 1. Подготовка поверхности металла | Перед началом сварки необходимо очистить поверхность металла от загрязнений, ржавчины или окислов. Это поможет обеспечить качественное соединение и предотвратить появление дефектов. |
| 2. Выбор метода сварки | Для сварки листового металла можно использовать различные методы, такие как дуговая сварка электродом, наплавка, точечная сварка и другие. Необходимо выбрать подходящий метод в зависимости от типа металла и условий работы. |
| 3. Настройка сварочного оборудования | Важным шагом перед началом сварки является правильная настройка сварочного оборудования. Это включает выбор подходящего электрода, режимов сварки, а также проверку оборудования на исправность. |
| 4. Проведение сварки | Сам процесс сварки листового металла состоит из последовательного нанесения сварного шва с помощью электрода или другого способа сварки. На этом этапе важно следить за качеством сварки и правильно продвигать электрод. |
| 5. Окончательная обработка | После завершения сварочных работ необходимо провести окончательную обработку соединенных деталей, чтобы убрать излишки металла, зачистить шов и при необходимости произвести другие операции. |
Следует отметить, что сварка листового металла имеет свои особенности, такие как необходимость максимально очистки металла перед сваркой, выбор способов защиты от окисления (например, при сварке оцинкованных листов), а также особенности сварки тонколистового металла. Владение навыками сварки тонколистовой стали требует определенной техники и опыта.
Преимущества и недостатки различных способов сварки тонколистового металла
Тонколистовый металл: к чему нужно быть готовым
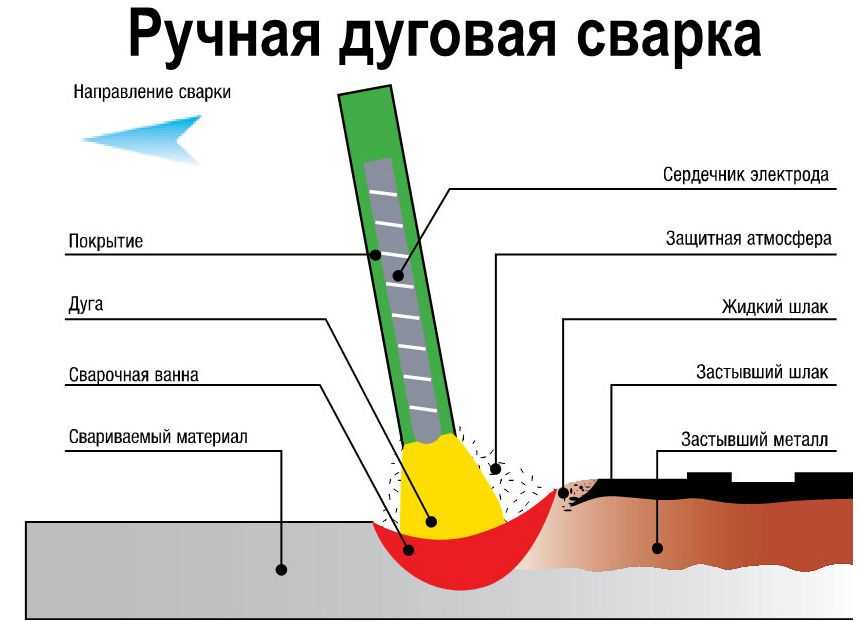
Тонкие листы металла, как правило, имеют толщину до 3-4 мм и требуют особого подхода к сварке. Использование дуговой сварки позволяет соединять листы металла встык или под углом, обеспечивая прочное соединение.
Одним из основных преимуществ дуговой сварки тонколистовых металлов является возможность использования различных видов электродов, что позволяет выбирать наиболее подходящий способ для конкретного металла.
Выбор техники сварки
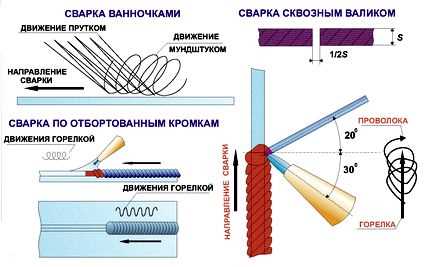
Для сварки тонколистового металла нередко используется MMA-сварка (Manual Metal Arc) или TIG-сварка (Tungsten Inert Gas). Первый способ позволяет сваривать листы металла в валик, что обеспечивает прочное соединение. Второй же способ подразумевает точную работу с электродами и используется для особо тонких металлов, таких как нержавеющая сталь.
При сварке тонких листов металла встык важно помнить о необходимости предварительной подготовки соединяемых поверхностей. Процедура очистки и удаления окислов играет ключевую роль в качественном результате.
Чтобы избежать дефектов в сварке тонко обработанных металлов, специалистам необходимо вдвойне внимательно следить за температурным режимом и правильно подбирать сварочные параметры.
Особенности настройки сварочного оборудования для качественной сварки листового металла
Для сварки листового металла, особенно тонкого, требуется особое внимание к настройке сварочного оборудования. Тонкий металл, как правило, имеет меньшую толщину, что делает его более чувствительным к различным параметрам сварки.
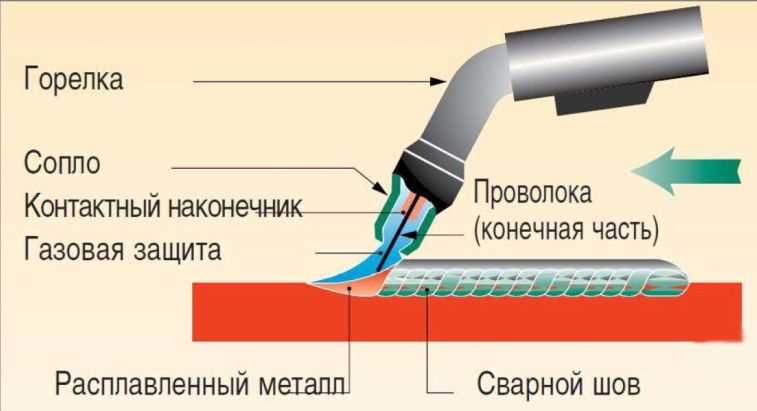
При выборе методов сварки для тонкого металла следует учитывать, что не все способы подходят для всех типов материалов. Например, для сварки оцинкованных сталей часто используется метод МИГ-МАГ. Этот метод позволяет избежать паровиндуцированных дефектов и обеспечивает качественное соединение.
Особенностью сварки тонких металлов является необходимость тщательной очистки поверхности металла перед началом сварки. Окисли, грязь и жировые пятна могут вызвать некачественное соединение.
Выбор электрода и параметры сварки
Для сварки тонких металлов необходимо выбрать подходящий электрод. Обычно используются тонкие электроды диаметром не более 3 мм. Это позволяет избежать деформации и ожогов на металле.
Параметры сварки, такие как температура и ток, должны быть тщательно настроены. Часто при сварке тонкого металла применяют постоянный ток низкой амплитуды. Это позволяет избежать перегрева и деформации материала.
| Название параметра | Значение |
|---|---|
| Ток сварки | от 50 до 150 А |
| Скорость сварки | от 5 до 10 м/мин |
| Диаметр электрода | до 3 мм |
Техника сварки тонких металлов требует определенных навыков и внимательности. Необходимо следить за каждым шагом процесса и корректировать параметры в случае необходимости. Регулировка тока, скорости сварки и выбор правильного электрода играют ключевую роль в качестве соединения.
Правильная настройка сварочного оборудования для сварки тонкого металла позволяет достичь отличных результатов и избежать недочетов. Компетентный подход к выбору материалов, методов сварки и тщательная настройка оборудования делают процесс сварки листового металла более эффективным и безопасным.
Особенности технического контроля и испытаний сварочных соединений из листового металла
Технический контроль и испытания сварочных соединений из листового металла играют важную роль в обеспечении качества сварочных работ. Правильное проведение контроля позволяет убедиться в надежности и прочности сварного соединения.
Электроды для контроля
Для осуществления контроля за сварными стыками широко применяются различные виды электродов. Например, магнитопорошковые электроды, где используется метод магнитной дефектоскопии, позволяют обнаружить скрытые дефекты сварного стыка. Кроме того, электроды с зарядом электрического тока регистрируют нарушения в структуре материала.
Методы испытаний
Для контроля качества сварных соединений из листового металла применяются различные методы, такие как визуальный контроль, радиография, ультразвуковой контроль, металлографический анализ и др. Каждый метод имеет свои особенности и позволяет выявить определенные дефекты.
| Метод контроля | Особенности |
|---|---|
| Визуальный контроль | Позволяет обнаружить поверхностные дефекты, требует хорошего освещения и определенных навыков |
| Радиография | Использует рентгеновское излучение для обнаружения внутренних дефектов |
| Ультразвуковой контроль | Позволяет исследовать внутреннюю структуру сварного соединения |
Эффективность контроля и испытаний сварочных соединений из листового металла напрямую зависит от правильного выбора методов и квалификации специалистов, осуществляющих данные процессы.
Особенности сварки тонколистовой стали электродом
Для сварки тонких листов металла электродом нужны специальные материалы: мало утомляющие глаза светофильтры, перчатки синтетические, фартук или куртка из алюминиевой фольги. Важно также правильно подобрать токами и режимами сварки, чтобы не перегреть металл и избежать образования брызг и дефектов.
Электрод для сварки тонколистовой стали
Для сварки тонколистовой стали с электродом используется обычно специальный электрод с тонким диаметром. Таким образом, можно контролировать температуру плавки металла.
Особенности техники сварки
Сначала необходимо подготовить заплавки к сварке. Для этого заготовки должны быть чистыми, без загрязнений и жиров. После этого можно приступать к сварке. При сварке нужно особенно внимательно следить за режимами сварки и температурой металла.
| Электрод | Материалы | Токи |
|---|---|---|
| Электроды E 424 | Тонколистовая сталь | 150-200 А |
Используется инверторомконспектная техника сварки, которая позволяет более точно контролировать процесс и получать качественные сварные соединения. При сварке тонколистовой стали электродом важно учитывать особенности металла и правильно подбирать параметры сварки, чтобы избежать появления дефектов на сварных швах.
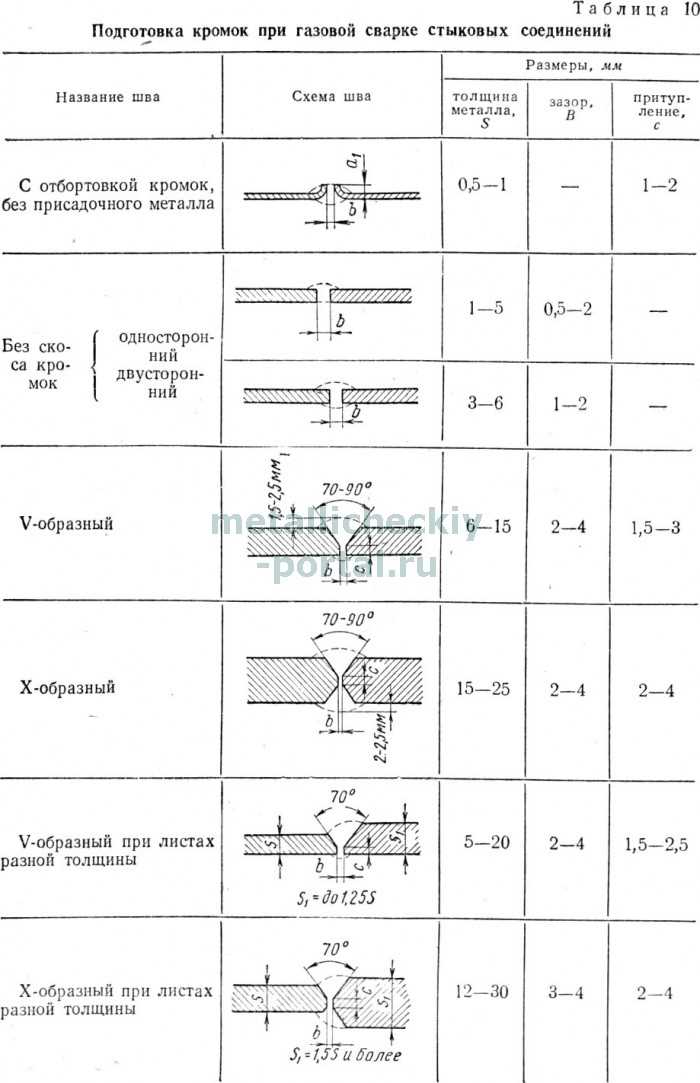
Стыковая сварка тонколистового металла: особенности и способы
При варке металлических заготовок в стык необходимо учитывать особенности материалов. Например, при сварке нержавеющей стали или оцинкованных листов используются определенные типы электродов и методы сварки для достижения качественных соединений.
Методы стыковой сварки
Один из основных методов стыковой сварки — дуговая сварка. При этом высокотехнологичном процессе сварщик работает со специальными электродами, которые создают дугу между свариваемыми кромками. Сварка в стык требует тщательной подготовки поверхностей для получения качественного сварного соединения.
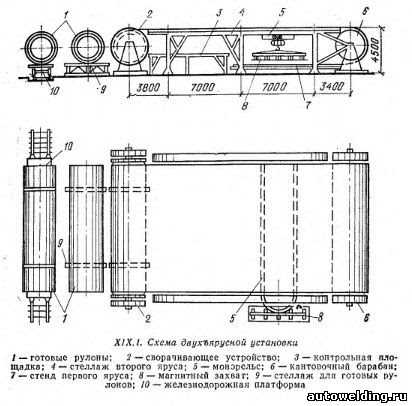
Другим способом стыковой сварки является использование инструментов, например валика или других средств для давления на свариваемую зону. Этот метод особенно эффективен при сварке тонколистовой металлической кровли или фасадных панелей.
Выбор метода стыковой сварки зависит от толщины листового металла, типа металла и требований к прочности соединения. Важно также учитывать особенности технологии и инструменты, которые используются для ведения сварного процесса в стыку.
0 Комментариев